Türkiye'de yerleşen bir anlayış mevcut, "Temizlik ve Hijyen Kağıtları selüloz hammaddesi ile üretilir!". Oysa, geri dönüşümlü kağıtla da üretimi mümkündür. Bu makalemizde optimum bir hamur hazırlama tasarımı ile geri dönüşümlü kağıttan temizlik ve hjyen kağıtları üretiminin de mümkün olduğu hakkında kısa bir bilgi vereceğiz.
Temizlik ve Hijyen Kağıtlarının diğer kağıt türlerine göre farklı gereksinimleri karşılaması gerekir ve sonuç olarak farklı özellikler gerektirir. Temel gereksinimler şunlardır:
a) yüksek emicilik ve yumuşaklık;
b) kokusuzdur;
c) 'gıdayla temas düzenlemelerine' ve 'kozmetik düzenlemelerine' uyması gerekebilir;
d) yüksek düzeyde temizlik ve parlaklık.
Bu nedenle Temizlik ve Hijyen Kağıtlarının geri dönüşümü için işlenmesi diğer kalitelerden farklı olabilir.
Emicilik ve yumuşaklık
Yüksek emicilik ve yumuşaklık elde etmek için liflerin dolgu ve ölü elyaflardan arındırılmış olması gerekir. Geri dönüşüm için ölü elyaf ve dolgu içeriği (2,05 + 2,06 kaliteleri) %35 – 45'e kadar çıkabilir. Bu bileşenlerin yıkanması gerekir. Sonuç olarak, geri dönüşüm için kağıdın işlenmesi sırasındaki verim %53 – 58'e düşer (kaba yabancı maddelerden kaynaklanan kayıplar dahil) ve nispeten yüksek miktarda atığın bu fabrikalarda işlenmesi ve arıtılması gerekir. Bununla birlikte, çamur da dahil olmak üzere tüm rejek atıkların sahada yakıldığı, fabrikada kullanım noktaları için buhar üretildiği ve bunun sonucunda atıkların inşaat endüstrisinde(çimento) agrega olarak kullanılan dolguya dönüştüğü örnekler vardır (örneğin Niederbipp Fabrikası , İsviçre). Ayrıca diğer kağıt fabrikalarında elyaf/dolgu malzemesi olarak yeniden kullanım birkaç fabrikada gerçekleştirilmektedir. Katı atık miktarına ilişkin rakamları karşılaştırırken dolgu içeriğinin kağıdın geri dönüşüm için işlenmesi sırasında oluşan katı atık miktarı üzerindeki doğrudan etkisi dikkate alınmalıdır. Dolgu giderme, prosesin ve özellikle su döngülerinin dikkatli bir şekilde tasarlanmasını gerektirir. Su döngülerindeki organik ve katı madde yükü, geri dönüşüm için kullanılan kağıdın kalitesiyle orantılıdır.
Koku
Kokusuz bir Temizlik ve Hijyen Kağıtları elde etmek için, kağıt makinesi döngüsündeki suyun organik asitlerden, sülfitlerden ve diğer kokuya neden olan maddelerden arınmış olması gerekir. Kağıt makinesi döngüsünde daha fazla taze su kullanılması gerekebilir. Bu döngü daha sonra elyaf akışına, yani hamur oluşturma sistemine doğru ters yönde akar.
Gıdayla temas ve kozmetik düzenlemeleri
Gıdayla temas ve kozmetiklerle ilgili gereklilikleri karşılamak için yüksek düzeyde temizlik gerekir ve kullanılabilecek kimyasal türlerinde ve son üründe kalan kimyasal kalıntılarda sınırlamalar olabilir ve özellikle bunlar yiyeceğe veya cilde geçebilir.
Optik temizlik ve beyazlık
Yüksek düzeyde temizlik ve beyazlık sağlamak, sürecin ilerleyen aşamalarında temiz su gerektirir. Bu durum fabrikanın taze su tüketimini bir miktar arttırabilir.
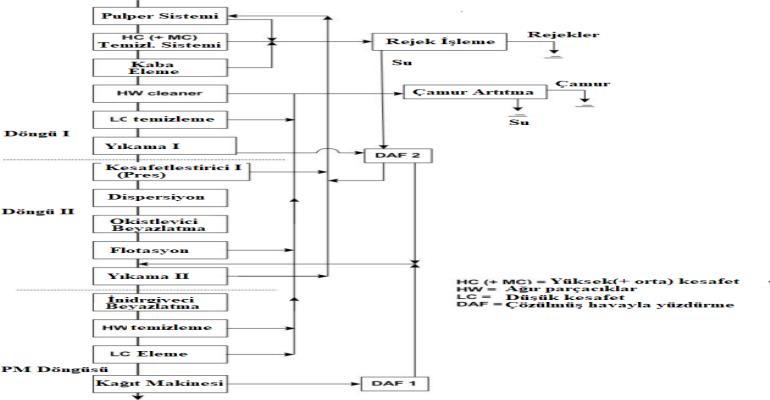
Şekilde geri dönüşüme yönelik kağıt hazırlama tesisinin basitleştirilmiş bir diyagramı gösterilmektedir. Sistemin ana özellikleri şunlardır: kaba kirleticilerin delikli bir elek plakası tarafından tutulduğu ve hemen uzaklaştırıldığı boşaltma sistemine sahip, yüksek kıvamlı bir hamurlaştırıcı. Atıklar daha sonra delikli bir tambur elek üzerinde son işleme tabi tutulur ve son olarak bir rejek vidalı preste koyulaştırılır. Kabul tarafından çıkan malzeme yüksek kesafetli temizleyicilerde işlenir, ardından düşük kesafetli bir eleme yapılır ve ikinci aşama olarak temizleyici, ataç ve zımba gibi esas olarak metalik çöpleri giderir. Hamur ayrıca çok aşamalı eleme ve temizleme sistemlerinde işlenir. Tüm hamur hazırlama tesislerinde olduğu gibi, geri dönüşüm amaçlı kağıdın işlenmesinde de kağıt hamuru hazırlama, temizleme ve elemedeki temel prensip, rejeklerin ve kirletici maddelerin erken uzaklaştırılmasını sağlamaktır.
Yıkama düşük kesafette gerçekleştirilir ve yıkama suyunun verimli kullanılması ve devridaim edilmesi sağlanır. Dolaşımdaki suyun temizlenmesi ve yıkama suyu mürekkebinin ve diğer katıların çözünmüş hava flotasyonu veya diğer etkili su temizleme teknikleriyle çıkarılması gerekir. Yıkayıcı I, dolgunun, ölü elyafların ve ince mürekkep parçacıklarının çıkarılmasına hizmet eder ve bunu, hamur yaklaşık %30'a kadar yoğunlaştırmak için bir elek pres takip eder. Yıkama filtratı çözünmüş hava flotasyon (DAF) ünitesinde katyonik flokülantların eklenmesiyle temizlenir. Dolgu ve ölü elyaf uzaklaştırılarak su sisteme geri verilir. Hamur, bir ısıtma vidası aracılığıyla ısıtılır ve hala elyaflara yapışmış olan mürekkebi ayıran ve aynı zamanda ağartma katkı maddelerini (burada oksidatif veya indirgeyici ağartma uygulanır) karıştıran bir disperserde işlenir. Flotasyon aşaması, dağılarak ayrılan mürekkep parçacıklarının yanı sıra kir lekeleri ve yapışkanlıkları da giderir. İkincil ağartma, yıkayıcı II'yi takip edebilir ve hamur daha sonra ya depolama kulesine gönderilir ya da kağıt makinesinin yaklaşma akışında son bir eleme ve temizleme işlemine gönderilir. Atık ve çamurun işlenmesi, farklı kaynaklardan (geri dönüşüm hazırlığı için kağıt, DAF, kağıt mendil makinesi, biyolojik atık su arıtma tesisi) yaklaşık %50 organik karbon içeriğine sahip nispeten yüksek miktarda çamur nedeniyle RCF kağıt fabrikaları için çok önemli bir noktadır.
0 Yorum